在先進制造領域,復合材料的廣泛應用催生了加工技術的迭代需求。傳統加工手段在面對碳纖維、玻璃纖維等高性能復合材料時,暴露出精度不足、效率低下、材料適應性差等問題。激光鉆孔機憑借光熱 / 光化學加工機制的創新融合,成為破解復合材料加工難題的核心裝備,推動行業進入 "精準加工" 時代。
波長 1-10μm 的紅外激光(如 CO?、光纖激光)通過熱效應實現材料去除:激光能量被樹脂基體吸收后迅速汽化,同步熔斷纖維束,形成加工孔。該機制適用于厚度>0.5mm 的樹脂基復合材料,加工速度可達 200-500 孔 / 分鐘,且通過脈沖頻率調節(1-100kHz),可精確控制熱影響區在 50-200μm 范圍內,避免過度燒蝕。
波長<400nm 的紫外 / 深紫外激光(如 355nm 固體激光、193nm 準分子激光)通過光子能量直接斷裂材料分子鍵,實現 "冷加工"。在玻纖 / 環氧樹脂復合材料加工中,該機制可將孔壁溫度波動控制在 50℃以內,完全避免樹脂碳化(傳統熱加工孔壁溫度>300℃,碳化層厚度>100μm),尤其適合 0.1-0.5mm 薄型材料的高精度加工,孔壁垂直度誤差<1°。
|
加工指標 |
激光鉆孔機 |
傳統機械鉆孔 |
電火花加工 |
|
最小孔徑 |
5μm |
100μm |
50μm |
|
孔徑精度 |
±0.01mm |
±0.05mm |
±0.03mm |
|
孔圓度誤差 |
<3μm |
>15μm |
>8μm |
|
熱影響區 |
<50μm(冷加工) |
-(機械應力損傷) |
>200μm |
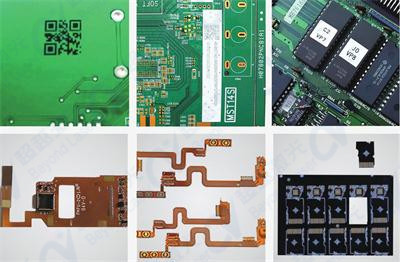
在電路板行業的 FR-4 基板加工中,激光鉆孔機可實現直徑 0.1mm 的微孔成型,孔位偏移誤差<5μm,滿足高階 HDI 板(層數>20 層)的高密度互聯需求,而傳統機械鉆孔在 0.3mm 以下孔徑加工中良品率不足 70%。
某消費電子代工廠實測數據顯示,在 1mm 厚度的玻纖板上加工直徑 0.2mm 的通孔,激光鉆孔機單頭加工速度達 800 孔 / 分鐘,是傳統機械鉆床(150 孔 / 分鐘)的 5.3 倍。配合多頭陣列技術(最多 32 頭同時加工),單設備日產能可達 1.2 億孔,完全適配智能手機、平板電腦等消費電子的海量生產需求。
無論是碳纖維 / 環氧樹脂等樹脂基材料,還是鋁基碳化硅、鈦基硼纖維等金屬基復合材料,亦或是氧化鋯、氮化鋁等陶瓷基復合材料,激光鉆孔機均可通過波長匹配(1064nm/532nm/355nm)與參數調整實現優質加工。例如,在碳化硅顆粒增強鋁基復合材料(硬度>HRC50)的加工中,激光鉆孔機的刀具損耗為 0(傳統硬質合金鉆頭壽命<500 孔),加工成本降低 80% 以上。
")
1.主承力結構件加工
在某型無人機的碳纖維機翼蒙皮加工中,五軸聯動激光鉆孔機通過三維建模預補償技術,在雙曲率表面加工出直徑 1.5mm 的螺栓孔,孔軸線與表面法線夾角誤差<0.5°,確保連接強度提升 25%,同時避免了傳統機械鉆孔因曲面定位偏差導致的結構失效風險。
2.熱端部件冷卻系統構建
針對航空發動機燃燒室的高溫合金 / 陶瓷復合涂層,飛秒激光鉆孔機以 100fs 超短脈沖實現納米級精度加工,在 0.2mm 厚度涂層上形成密度 500 孔 /cm2 的冷卻孔陣列,孔間距精度 ±3μm,保障了 1800℃極端環境下的部件散熱均勻性,較傳統電子束加工效率提升 3 倍。
1.三電系統精密加工
在動力電池的極耳連接片(0.1mm 厚度鋁箔)加工中,紫外激光鉆孔機通過振鏡掃描技術實現孔徑 0.3mm 的精準成型,孔邊緣毛刺高度<10μm,確保焊接時的電流傳導均勻性,降低電池內阻波動風險。某車企實測顯示,應用該技術后,電池組的循環壽命提升 12%。
2.輕量化車身制造
在全碳纖維車身的連接點加工中,激光鉆孔機結合機器視覺定位系統,自動識別復合材料的鋪層方向,在纖維交織區域(強度薄弱區)采用能量衰減策略,避免鉆孔導致的層間裂紋,使車身結構件的疲勞測試壽命(>20 萬次循環)較傳統工藝提升 40%,滿足 CNCAP 五星安全標準。
1.PCB 微孔加工新范式
在 5G 手機主板的 AnyLayer HDI 板加工中,激光鉆孔機實現了 0.05mm 盲孔的量產化制造,孔底銅箔凹陷深度<5μm,保障了后續電鍍工藝的可靠性。對比傳統機械鉆孔(最小盲孔直徑 0.1mm,孔底破損率 3%),該技術使單面板的鉆孔良率從 92% 提升至 98.5%,助力實現手機主板的小型化與高性能集成。
2.先進封裝基板加工
在 2.5D 封裝用的玻璃中介層加工中,激光鉆孔機通過 "激光鉆孔 + 化學鍍銅" 工藝,實現深徑比 50:1 的 TSV 通孔加工,孔壁粗糙度 Ra<0.1μm,為 200 層以上的 3D 堆疊芯片提供可靠的垂直互聯通道,突破了傳統光刻工藝在深孔加工中的深徑比限制(傳統工藝深徑比<20:1)。
最新一代設備集成 AI 質量預測模型,通過加工過程中的光強信號、振動數據、溫度曲線等多維度參數分析,實時預測鉆孔良品率,預警準確率達 95% 以上。結合數字孿生技術,可在虛擬環境中完成加工方案驗證,將新工藝開發周期從 4 周縮短至 72 小時。
激光鉆孔技術的無切削液、無機械磨損特性,使其單位加工能耗僅為傳統工藝的 1/3,且粉塵排放符合 ISO 14001 環保標準。某加工企業數據顯示,引入激光鉆孔生產線后,年度危廢(切削液、廢鉆頭)產生量減少 85%,污水處理成本下降 60%,切實響應全球制造業的綠色轉型需求。
隨著復合材料應用場景的拓展,激光鉆孔設備正從單機模式向 "加工中心 + MES 系統 + AGV 物流" 的智能單元進化。在某航空航天部件工廠,激光鉆孔單元與自動檢測設備、物料管理系統的無縫對接,實現了從訂單下達到成品交付的全流程數字化管控,生產效率提升 30%,人工干預率降至 5% 以下。
激光鉆孔機的出現,不僅是加工設備的迭代,更是復合材料制造理念的革新。它以精度為筆、效率為墨,在碳纖維、玻璃纖維等高性能材料上書寫著精密加工的新篇章。面對航空航天的嚴苛性能要求、新能源汽車的規模化生產壓力、電子信息的微型化發展趨勢,激光鉆孔技術正成為企業突破加工瓶頸、構建核心競爭力的關鍵抓手。
立即獲取《復合材料激光加工白皮書》,掌握不同材料的最佳加工參數組合與行業前沿應用案例,讓精密加工觸手可及!

微信公眾號

手機微網站




深圳市超越激光智能裝備股份有限公司 粵ICP備11096299號 安全聯盟  粵公網安備 44030702002291號
粵公網安備 44030702002291號
【免責聲明】網站內容部分來自網絡.若有侵權行為請告知網站管理員.本網站將立即給予刪除【版權聲明】若無告之盜用本站信息,違者必究,決不姑息!

![]()

![]()